
Esta história de sucesso portuguesa deu mais um grande passo em frente ao investir no sistema de seleção e classificação K TO260 e nas estações de enchimento CURO.
Em apenas cinco anos desde o seu arranque, a Logofruits tornou-se o maior produtor de mirtilos em Portugal e um dos maiores da Europa. Para além de cultivar e embalar fruta para cadeias de supermercados bem conhecidas no norte da Europa e em Espanha, a Logofruits também presta serviços de embalagem a grossistas da América do Sul e da África do Sul. E a empresa continua a crescer: para a sua sexta época, em 2024, a produção no seu armazém de embalamento perto de Alcácer do Sal passará de um turno por dia para dois.

Esta história de sucesso em rápida evolução foi possível graças à visão e aos padrões exigentes do fundador e sócio-gerente da empresa, Lourenço De Botton. Embora Lourenço tenha começado com cautela, com um modesto terreno de 15 hectares, tem uma visão de negócio a longo prazo. Depois de pesquisar os desafios e as oportunidades da indústria do mirtilo e de visitar outras casas de embalagem de mirtilo para ver como fazem as coisas, chegou a duas decisões importantes.
Uma dessas decisões foi investir em equipamento de linha de embalamento da TOMRA Food para que o embalamento de fruta para exportação pudesse ser feito internamente em vez de o delegar a terceiros. Em preparação para a temporada de 2023, foram instaladas soluções de linha de última geração na fábrica de Alcácer em novembro de 2022: o sistema de classificação de precisão KATO260 da TOMRA com inteligência artificial LUCAi™ e dois sistemas de enchimento TOMRA CURO.



A outra decisão importante foi possibilitada pela primeira: adicionar um novo fluxo de receita usando também o equipamento da linha TOMRA para classificar e embalar mirtilos de empresas sul-americanas (do Chile e do Peru) e sul-africanas que queriam vender na Europa. A localização da Logofruits em Alcácer, no concelho de Setúbal, 95 quilómetros a sul de Lisboa, está convenientemente perto das principais autoestradas e dos portos de exportação de Setúbal e Sines. Aqui, a parcela de 15 hectares foi rapidamente aumentada para 90 hectares. Depois, foi adquirido um segundo terreno de 70 hectares mais perto de Lisboa para alargar a produção da empresa e a época de colheita.
Lourenço explica: “Esperamos que a procura continue a aumentar nos próximos anos, mas também esperamos que seja cada vez mais difícil para os pequenos produtores. Cada vez mais, este vai ser um segmento à escala industrial, com o controlo de custos a tornar-se ainda mais importante do que já é. Isto significa que a tecnologia é um dos aspetos mais importantes. Isto significa que a tecnologia é um dos fatores mais importantes para a nossa empresa – não só no campo, mas também nas nossas instalações de embalagem. Avaliámos exaustivamente o mercado e as várias soluções técnicas disponíveis antes de investir em equipamento. Esta pesquisa mostrou que o ajuste entre a Logofruits e a TOMRA era como uma mão na luva”.
Quando Lourenço é questionado sobre a utilidade das soluções de linha da TOMRA, ele responde sem hesitar: “Elas mudam o jogo”.
Classificador KATO260 alimentado por IA e estações de enchimento CURO
O KATO260 é o sistema de seleção e classificação de precisão líder do sector para mirtilos. Compacto para minimizar os requisitos de espaço no chão e concebido para manusear a fruta suavemente para maximizar a retenção da flor e o tempo de prateleira, este sistema versátil é adequado para qualquer condição de seleção de fruta. Quer se trate de calibrar a fruta em várias faixas ou de remover fruta defeituosa, o KATO260 oferece cinco ou sete saídas para uma seleção perfeita em instalações de embalagem de qualquer dimensão.
A fruta é suavemente carregada na KATO260 por um sistema automatizado de inclinação de tabuleiros (Tray Tipper) que assegura um fornecimento consistente e uma distribuição uniforme de mirtilos no separador, conseguindo otimizar o rendimento. Em seguida, o sistema de transporte rolante exclusivo do KATO260 agita e roda os mirtilos para permitir uma inspeção completa da superfície a 360 graus. As câmaras tiram várias fotografias de cada peça de fruta e, para uma classificação de precisão, o software da máquina pode identificar defeitos tão pequenos como 0,2 mm. Para além disso, a qualidade inigualável deste sistema é complementada pela velocidade: pode classificar até 286 ou 572 bagas por segundo, no caso de duas KATO260 a funcionar ao mesmo tempo.
Um valioso complemento opcional para o KATO260 é um pacote de software e hardware chamado LUCAi™, que emprega Inteligência Artificial para classificar e graduar a fruta com uma precisão sem precedentes. Depois de cada peça de fruta passar ao longo da linha de classificação, é fotografada por várias câmaras e, em seguida, o LUCAi™ identifica e dá instruções sobre como cada baga individual deve ser classificada. Capaz de processar até 2.400 imagens por segundo, LUCAi™ também pode visualizar a fruta em comprimentos de onda não visíveis ao olho humano, vendo defeitos sutis como desidratação, hematomas e antracnose precoce.
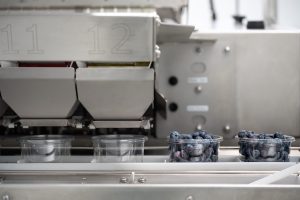
No final da linha da Logofruits, a fruta chega ao sistema de embalamento CURO-16, com 16 estações de enchimento, ou ao CURO12, com 12 estações de enchimento. Estas máquinas aumentam a produtividade, reduzindo os erros de manuseamento humano e a perda de fruta, pesando com uma precisão de 1-2 mirtilos por pacote, e podem embalar simultaneamente para diferentes mercados. A CURO-16 é a opção de enchimento por peso mais rápida do mercado, capaz de processar até 200 embalagens de 125 gramas de fruta por minuto; a CURO-12 pode processar 150 embalagens por minuto. As baixas quedas e as transições mínimas da linha de seleção asseguram que a fruta é manuseada suavemente à medida que é encaminhada para as embalagens.
Desbloquear o acesso a novos mercados O Diretor de Embalagem da Logofruits na fábrica de Alcácer, Miguel Silva, confirma a opinião de Lourenço De Botton de que o equipamento da TOMRA tem sido transformador. O responsável reforça: “Antes de adquirirmos estas máquinas, estávamos a enviar quase toda a nossa fruta para os nossos parceiros na Holanda para ser embalada para os diferentes mercados europeus. Em Portugal, embalávamos apenas os produtos para o mercado interno, e fazíamo-lo manualmente. Com o novo equipamento, ganhámos o controlo da qualidade dos nossos produtos e da fixação dos preços. Podemos controlar a qualidade até ao mais ínfimo pormenor.
Com a KATO, podemos selecionar por tamanho, suavidade e forma – a redondeza ou ovalidade do fruto. Isto eliminou os problemas de rejeição de produtos pelos clientes. Reduzimos as rejeições quase a zero. Podemos satisfazer as especificações individuais de cada cliente, colocando exatamente a fruta que queremos em cada palete ou caixa. E com a CURO 12 e 16, podemos fazer múltiplos formatos, tratando duas encomendas distintas ao mesmo tempo”.
Lourenço resume: “A qualidade dos nossos produtos é agora excelente e fi vel, o que aumentará ainda mais a nossa reputação e as nossas vendas. Podemos agora satisfazer as necessidades de mercados que não conseguíamos antes, abrindo também a porta a novas vendas. E a nossa relação com a TOMRA é forte. Existe uma grande parceria entre máquina-utilizador e máquina-fornecedor que nos ajudará a continuar a avançar”.
Sobre a TOMRA Food
A TOMRA Food projeta e fabrica máquinas de classificação baseadas em sensores e soluções integradas de pós-colheita, transformando a produção global de alimentos com o intuito de maximizar a segurança alimentar e minimizar a perda de alimentos, garantindo assim que “Todos os Recursos Contem”.

Mais de 13.800 unidades estão instaladas em produtores, embaladores e processadores de alimentos em todo o mundo para confeitaria, frutas, frutas secas, grãos e sementes, produtos de batata, proteínas, nozes e vegetais.
A TOMRA Food opera centros de excelência, escritórios regionais e locais de produção nos Estados Unidos, Europa, América do Sul, Ásia, África e Australásia. Siga a TOMRA Food no Facebook @TOMRA.Food, Twitter @TOMRAFood, Instagram @ TOMRAFood e no LinkedIn em TOMRA Food.
A TOMRA Food é uma divisão do Grupo TOMRA. A TOMRA foi fundada em 1972 e começou com o desenho, produção e venda de máquinas de venda reversa (RVMs) para coleta automatizada de recipientes de bebidas usadas.
Hoje, a TOMRA lidera a revolução de recursos para transformar a maneira como os recursos do planeta são obtidos, usados e reutilizados para permitir um mundo sem desperdício. As outras divisões de negócios da empresa incluem TOMRA Recycling, TOMRA Mining e TOMRA Collection.
A TOMRA possui aproximadamente 105.000 instalações em mais de 100 mercados em todo o mundo e teve uma receita total cerca de 12 bilhões de NOK em 2022. O Grupo emprega 5.000 funcionários globalmente e está listado publicamente na Bolsa de Valores de Oslo. A sede da empresa fica em Asker, Noruega.
Jesus Cruz, Sales Manager – Spain, Portugal, Italy & Morocco TOMRA Fresh Food
E-mail: jesus.cruz@tomra.com – Tel. +34 659 083 410
→ Veja o vídeo com o testemunho da Logofruits » clique aqui
→ Para mais informações sobre a TOMRA, consulte: www.tomra.com
Este e outros assuntos na Revista Voz do Campo – edição de outubro 2023.
